





























 3973
3973
 0
0
在电子组装过程中,回流焊技术是确保元器件与PCB之间牢固焊接的关键步骤。本文将带领小伙伴们探讨回流焊的工作原理,帮助大家更好地理解这一技术在提升产品质量和生产效率方面的重要作用。
#1 什么是回流焊?
回流焊也被称为再流焊,是表面贴装技术中(SMT)用于将电子元器件焊接到印制电路板上的一种焊接技术,通过热气流使焊锡膏在高温下融化并重新流动,形成良好的焊接点。

#2 常见的回流焊设备
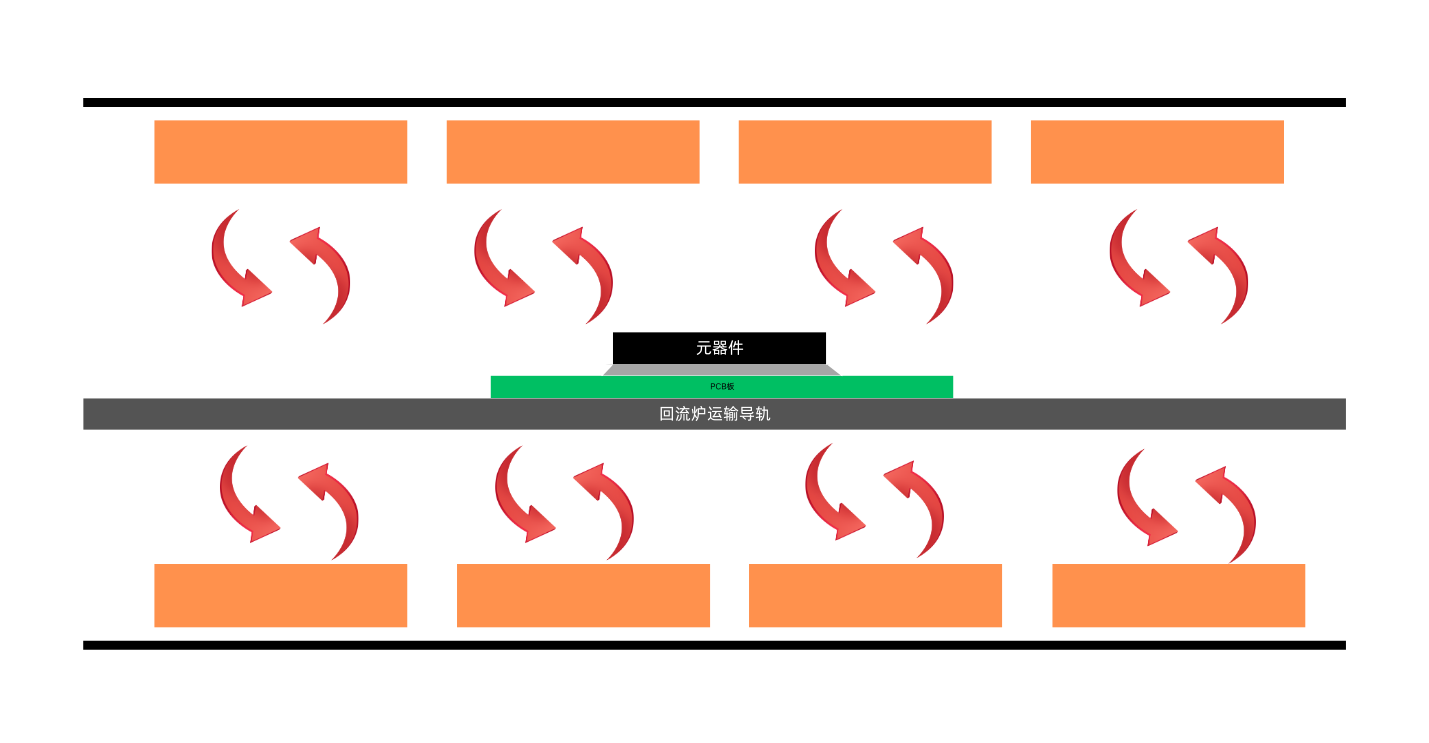
热风回流焊:主要利用加热丝进行加热,热气通过风扇在炉内层层流动传递焊接需要的热量,以达到辅助焊接的作用,具有温度均匀可控且焊点稳定性高的优点。
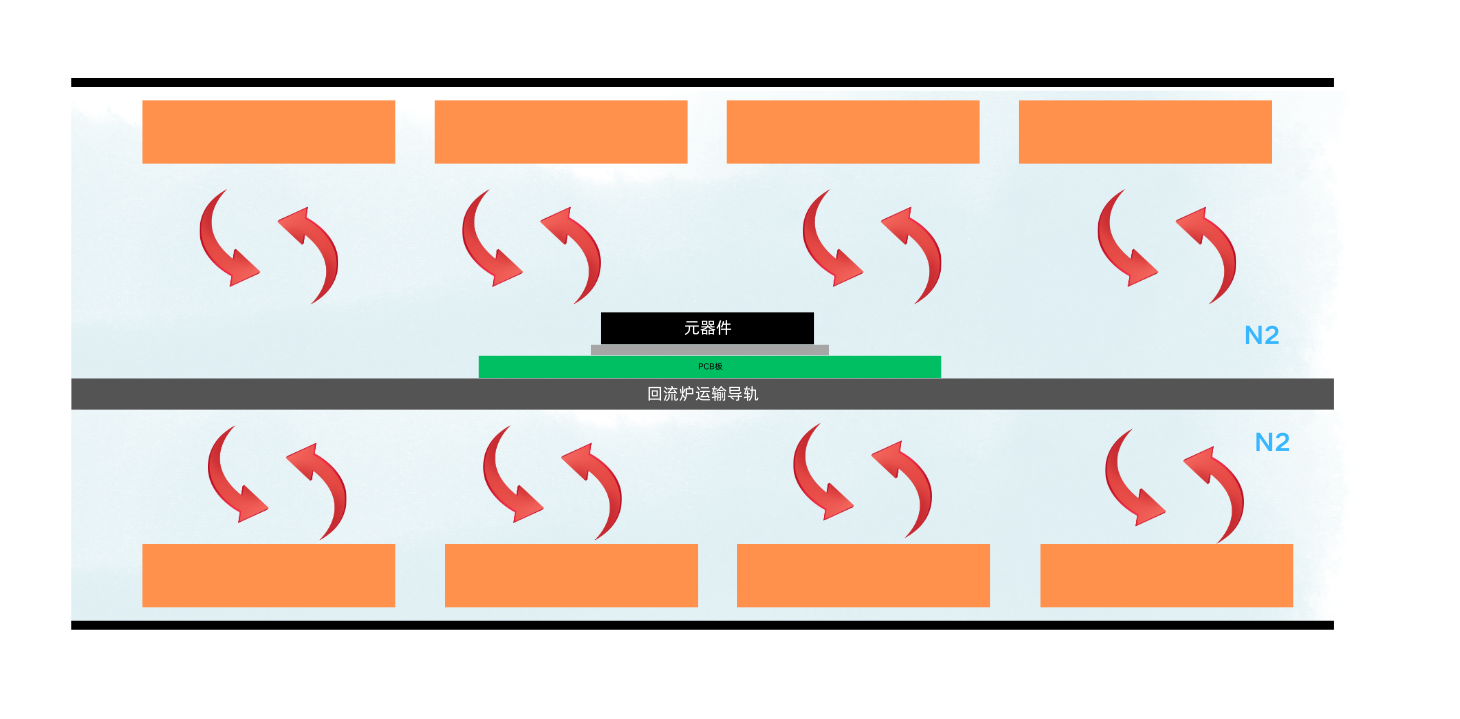
氮气回流焊:在热风回流焊的基础上,氮气回流焊加热过程中会向炉膛内充氮气辅助焊接,可让炉内氧气含量降低,焊接时具有防止元器件引脚氧化、提高焊接润湿力、降低焊点气泡率、焊点可靠性高的优点。
#3 回流焊的工作原理
锡膏在加热的过程中具有热胀冷缩的特性,利用这一特性可将预涂在PCB焊盘上的锡膏加热融化成液态,待到冷却之后,便可实现元器件的引脚与PCB焊盘之间的永久连接。
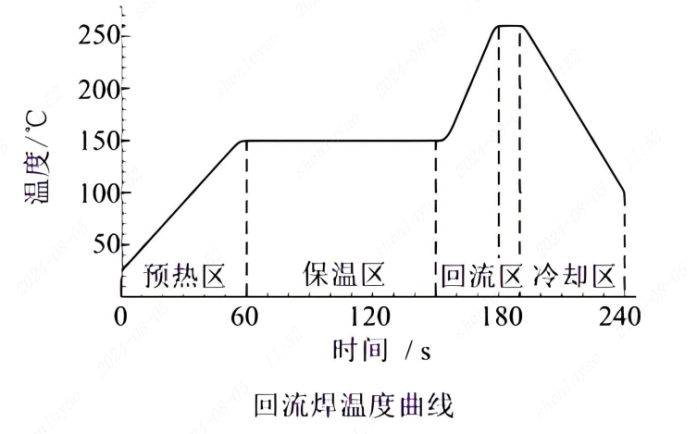
回流焊四个温区的作用
回流炉分为预热、保温、回流、冷却四个温区,每个温区在回流焊的整个过程中所发挥的作用不同,因此各温区所设置的温度都不同。
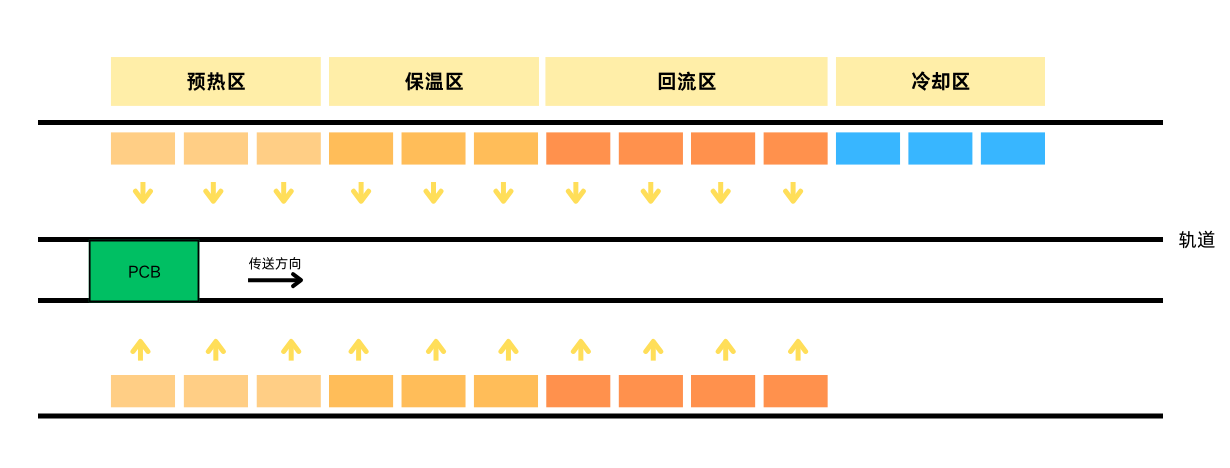
预热区:通常温度设置在60℃-130℃左右,负责预热电路板和元器件。处于室温环境下的PCB板升温过快可能会导致热冲击损坏电路板和元器件,预热PCB板能有效防止温度突变产生的热应力,使锡膏中的潮气和挥发性成分有效挥发,减少焊点气泡率,保证后续焊接的品质。
保温区:通常温度设置在120℃-160℃左右,负责对电路板进一步加热,使焊盘和元器件引脚上的潮气完全挥发,确保电路板和元器件在进入回流区之前能够达到相同的温度,避免回流区的高温热冲击产生焊接不良的现象。
回流区:是整个回流焊中最关键的一步。进入回流区时,温度通常会迅速升到245℃左右使PCB焊盘上的锡膏熔融(回流区温度由锡膏熔点决定)。
(图片来源:互联网)
融化的锡液与PCB焊盘之间发生溶解扩散的作用,能够较好的润湿焊盘与器件引脚,再通过锡液表面对元器件引脚表面的吸引力(毛细作用),使得锡液流入元器件引脚与焊盘之间。

(图片来源:互联网)
冷却区:快速冷却焊点的温度,使其固化形成稳定的金属焊点。进入冷却区时温度迅速降低,待到焊点冷却凝固后,元器件引脚与焊盘之间即形成永久的连接。(冷却过程一般需要控制速度,以避免冷却过快引起热应力)
回流炉的温度需要根据锡膏的熔点来决定,不同的焊膏所对应的回流焊炉温也不同。例如,低温锡膏熔点在138℃左右,回流炉膛内的温度在180℃±5℃左右;中温锡膏熔点在178℃左右,回流炉膛内的温度在215℃±5℃左右;高温锡膏熔点在217℃左右,回流炉膛内的温度在245℃±5℃左右。
一般情况下,为了保证焊盘上的锡膏完全融化以达到良好的焊接效果,设置的炉温会略高于锡膏的熔点。
#4 注意事项
双面焊接:一般情况下双面焊接的PCB板是先焊元器件少/体积小的一面,待焊点冷却凝固之后再焊另一面。在二次回流焊的过程中,温度升高可能会使底层焊点软化导致大器件掉落。因此,推荐将大器件放置在PCB板同一面,先焊器件较轻一侧的PCB板。
元器件的耐热温度:所选用的锡膏是根据元器件的耐热温度决定的,需保证所选用的锡膏熔点是在元器件耐热的安全范围内。
(图片来源:Pixabay)
焊盘间距:由于焊盘上的锡液表面存在张力,焊盘与焊盘之间的间距较近可能导致连锡,推荐将焊盘间距保持在0.3mm以上。
(焊盘间距过近)
END
